+86 188-1951-9629
Slot-die extrusion coating is an advanced pre-metered coating technology capable of producing highly precise coatings. Today, the lithium-ion power battery industry has widely adopted slot-die extrusion coating for manufacturing battery electrodes. In this process, a slurry with a precisely controlled flow rate enters the die head through the inlet, fills the internal cavity, and builds up a stable pressure. The slurry is then uniformly extruded through the narrow slit at the die exit and coated onto a metal foil substrate.
As a cemented carbide tool manufacturer, Mitsubishi Metal Corporation’s Tokyo Works (the predecessor of today’s Mitsubishi Materials Corporation Tsukuba Works) leveraged its technical expertise to develop the first slot-die coating head with cemented carbide lips in 1981. Initially designed for manufacturing audio and video magnetic tapes, these dies were produced for film manufacturers using gravure-based slot-die coating systems. Later, MMC RYOTEC Co., Ltd. took over this business and entered the flat panel display (FPD) market for LCD televisions and personal computers around the year 2000. Responding to evolving industrial demands—such as the emergence of Gen-10 large-format LCD panels measuring 2,880 mm × 3,130 mm and the rise of electrode coating for lithium-ion batteries—the company continuously refined its technology and has maintained a leadership position in the slot-die coating head industry ever since.
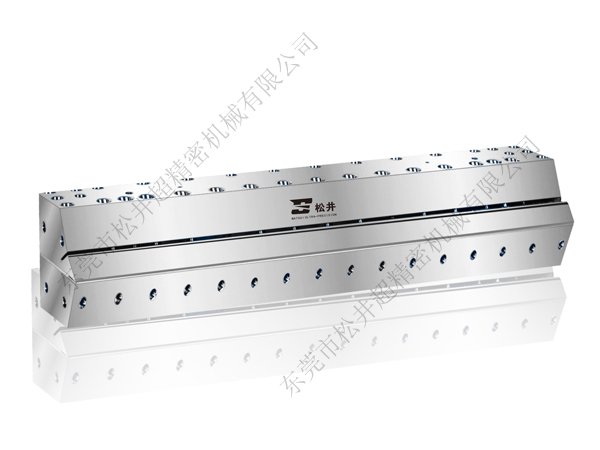
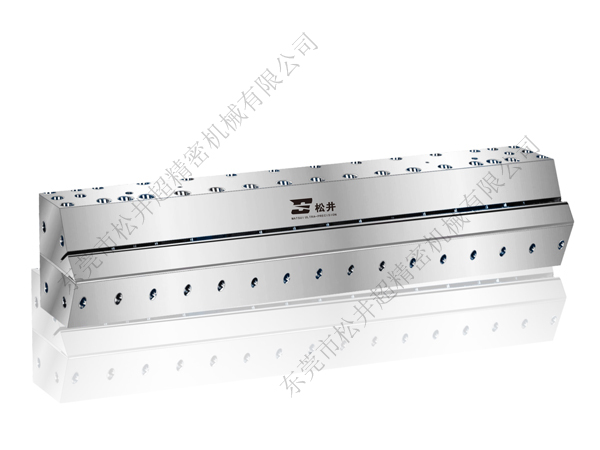
The extrusion die head is a critical component in lithium battery electrode coating, directly determining the quality and uniformity of the coated electrode. Consequently, the die typically accounts for more than 30% of the total cost of the entire coater. The die structure primarily consists of three parts: the upper die, the lower die, and shims. The lower die features a specially designed internal cavity, while the upper die has a relatively simpler structure. Shims are placed between the upper and lower dies and can be selected according to different coating requirements, as shown in Figure 2. Key factors affecting coating thickness uniformity include the uniformity of the exit velocity from the die cavity, substrate flatness, slurry homogeneity, and surface tension—among which the uniformity of the die exit velocity is one of the most critical.
The geometric design of the die cavity directly influences the internal flow field. Optimizing structural parameters can effectively enhance the uniformity of the exit velocity distribution. Currently, many domestic companies in China have independently developed and designed their own coating dies. Their design optimizations include:
Internal flow channel configurations such as tapered, coat-hanger, single-cavity, and dual-cavity manifold structures. The goal is to maintain consistent slurry flow velocity within the die, avoiding stagnant zones or particle settling, thereby ensuring uniform exit velocity at the die slit and consistent coating thickness. Additionally, optimized inlet locations—such as bottom-fed or side-fed designs—are employed to modify fluid dynamics and further ensure uniform exit velocity across the die slit.