+86 188-1951-9629
As an automatically adjustable coating die, the coating die head can automatically adjust its die lips based on real-time measurements. But how exactly does this work, and what is the operational sequence? Below is a detailed explanation.
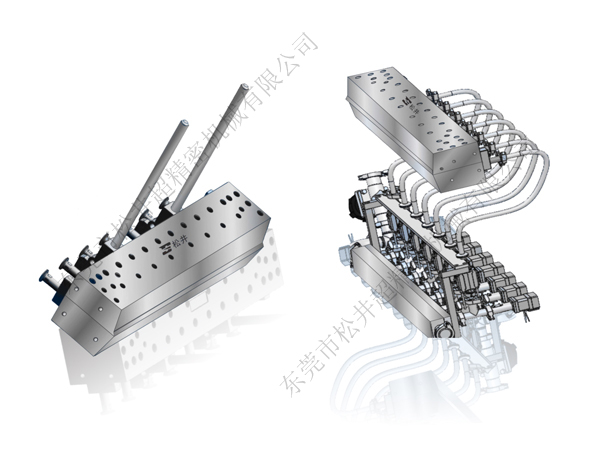
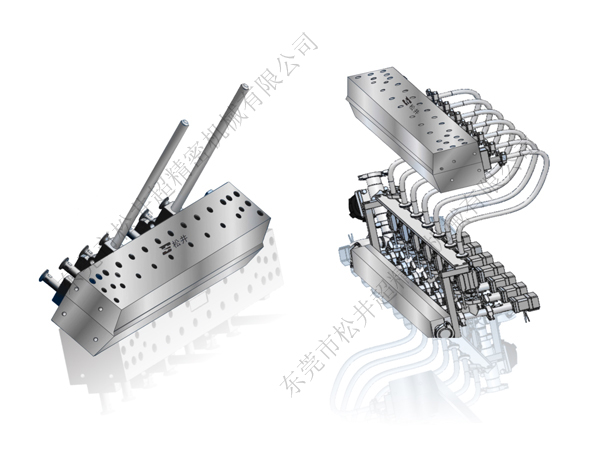
The thickness gauge instantly measures the flat film thickness and sends the detected signal to the control unit. The control unit processes this signal through computation. When the measured thickness exceeds the preset standard, the system identifies the corresponding screw number. The control unit then instructs the left-right moving mechanism to travel to the location of the identified screw. Once in position, the moving mechanism stops, and a pneumatic cylinder actuates to engage a wrench with the head of the target screw. A rotary drive mechanism then rotates the wrench to adjust the screw. After completing the rotation, the drive stops, the cylinder retracts, and the wrench disengages from the screw head. Finally, the left-right moving mechanism returns to its initial position, completing the reset cycle.
Coating machines are primarily used for surface coating processes on films, paper, and similar substrates. These machines apply a functional layer—such as adhesive, coating, or ink—onto a continuous roll of base material, followed by drying and rewinding. They employ specialized multi-functional coating heads capable of various coating patterns. Both unwinding and rewinding sections are equipped with full-speed automatic splicing systems, and tension is controlled via a PLC-based closed-loop automatic system.
Traditional coating machines often produce coatings with inconsistent thickness and poor uniformity—both in the machine direction (MD) and transverse direction (TD)—resulting in suboptimal coating quality. The modern adjustable die assembly typically includes an upper die, a lower die, hinges, and connecting blocks. The hinge consists of a base plate and a rotating plate: the base plate is fixed to the end face of the lower die (away from the discharge outlet), while the rotating plate is fixed to the corresponding end face of the upper die. The base plate and rotating plate are connected via a pivot shaft. One end of the connecting block is fixed to the upper die’s end face (away from the outlet), and the other end is fixed to the lower die’s end face. Shim(s) are placed either between the connecting block and the upper die or between the connecting block and the lower die to fine-tune the gap.
It should be noted that the automatic adjustment principle described here applies not only to coating dies but also to other types of dies—such as lamination dies and sheet extrusion dies—when they incorporate automatic adjustment mechanisms. All follow the same fundamental working logic and procedural steps.